Multi-Conveyor builds series of conveyors for pouch and case filling line

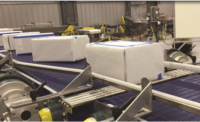
Multi-Conveyor (multi-conveyor.com) recently built a series of stainless steel constructed conveyors for a pouch and case filling line for a food ingredient manufacturer. The system was designed to convey a variety of product sizes to multiple packing stations using both plastic belt and table-style top configurations.
Product inclines to a sensing hopper for bulk filling into cases. The variable speed controlled conveyor counts each pouch and automatically drops them into a case at a designated loading station. Once the count is reached, the conveyor accumulates pouches into the case for indexing.
Photo-eye sensors relay bulk intake while taking into consideration the remaining number of pouches on the upstream conveyor. A pneumatic guillotine release (or slide gate), works in conjunction with the sensors to halt production into the case to avoid overflow of product and will reopen when it senses a new box.
The line has built in case escapements where hand packers can shake the cases for product settling. The full cases then move through top tapers onto a horseshoe conveyor featuring "flipping" guiderails. Rails flip in or out based on variation of product widths.
Safety and pre-designated line stops were the backbone of integral placement of e-stops throughout the system to stop and release as needed. Hand cranks with dial indicators were installed for ease of width or pivot angle adjustments along with a case "stop clamp" that can be triggered by the operator.
Multi-Conveyor assures quality in its workmanship while integrating the levels of sanitation, safety and flexibility as customers direct.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!