Understanding Gauge Variability in Retail Trash Bags

Retail trash is a highly competitive, consumer-driven market that accounted for more than 1 billion pounds of North American polyethylene sales in 2016. Consumers demand trash bags that are tough, durable and affordable. To achieve this balance of performance and price, converters and resin suppliers must ensure that bags have excellent dart impact and tear-resistant properties, which are key predictors of end-product performance.
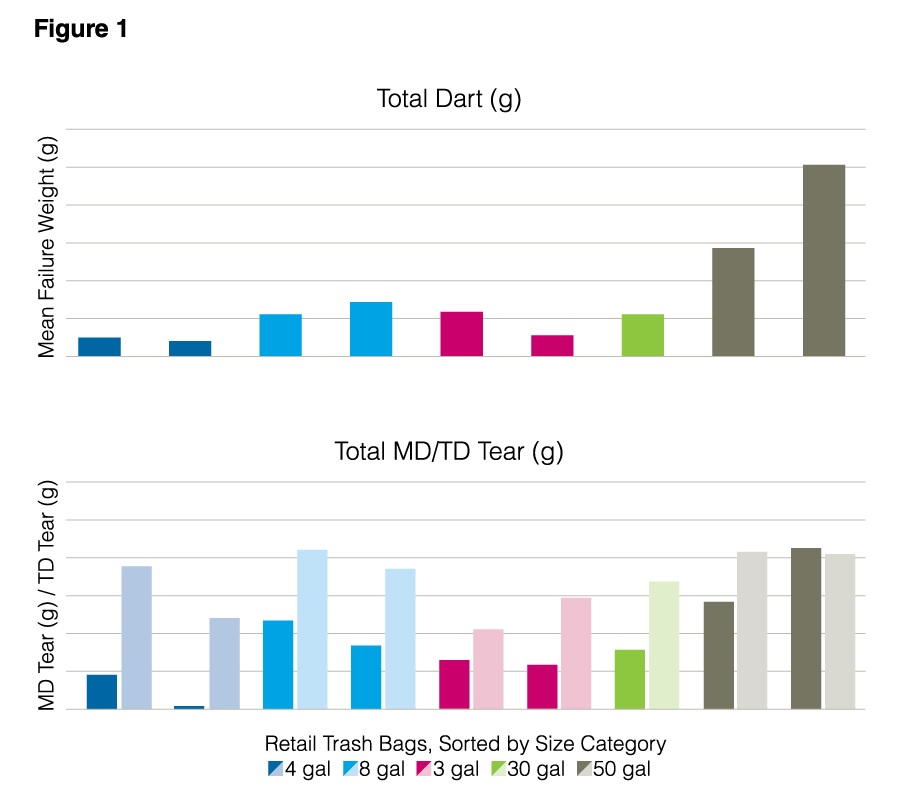
A recent blind survey conducted by NOVA Chemicals revealed a wide range of dart impact and tear resistance properties for retail trash bags sold in North America. While not all products targeted the same applications or price point, these findings are indicative of the need to understand influences on dart and tear performance in the retail trash marketplace.
Gauge and Gauge Consistency
Dart and tear properties are known to be governed by a number of factors, including resin architecture, formulation, blending, film structure, testing reliability and film quality. While products in the blind survey had many different formulations and designs, making direct comparison difficult, gauge properties could be compared universally in relation to dart and tear performance.
Gauge properties can be thought of in two different contexts. First is the average thickness of an entire film, which is commonly reported in product specifications. Second is the gauge variation across a film, which is often overlooked. This variation of gauge is critical; it’s effectively an Achille’s heel to any film, which is only as strong as its weakest, or thinnest, point(s).
A number of the products surveyed showed good gauge consistency within +/- 10 percent variability. However, other samples varied by up to +/- 40 percent, making them vulnerable to weak spots.
One of the simplest ways to improve the physical performance of a film is to increase its gauge. Holding all other properties equal, thicker films will exhibit enhanced toughness in physical properties and in‑field performance. This approach, however, is inefficient and film converters are under constant pressure from consumers to produce lightweight, sustainable bags, not to mention their own incentives to reduce material costs.
In order to balance these demands with the requirement for in-field (physical) performance, converters must find opportunities to improve the gauge consistency of their products. This can present opportunities for cost and material savings by down-gauging, simplifying, or even adding reprocessed or post-consumer resins (PCR) to film structures.
Film Quality
Gauge consistency is an element of film quality. While bubble stability is well-known in the industry to be linked to gauge uniformity, the role that polymer processing aids is less commonly understood.
Polymer Processing Aid
Polymer processing aid (PPA) is a go-to additive to address melt-flow issues, such as melt fracture – a surface irregularity that results in visual defects of film products. When used appropriately, PPA can smooth startups and product transitions, and improve film consistency. However, no single PPA is suitable for every film, formulation, structure or processing condition, and use of the wrong PPA can exacerbate poor gauge control.
Resin suppliers formulate their products to run well under a broad range of industrial processing conditions. If a resin’s original formulation is modified significantly by converters using blends or other additives, or the resin is being processed under extreme conditions, it is possible that the PPA or other additive levels will need to be adjusted. When this happens, it is best for converters and resin suppliers to collaborate to find an appropriate solution for the specific product and converting process.
Bubble Stability
Once good resin melt flow has been established, another variable that can have a marked impact on gauge consistency is bubble stability. Resin properties, such as viscosity, melt strength, and blending; and run conditions, such as melt temperature, drawdown, air flow and output, must be carefully paired to ensure smooth production. Similar to PPA, there is no one-size-fits-all solution for bubble stability. However, collaboration between resin supplier and film converter can yield valuable insights towards potential formulation and process improvements.
Test Reliability
Some processing issues, such as bubble instability, are easy to visualize on a film line. Others are less evident and can be missed. Reliable testing is critical to monitor process stability and identify film quality issues before material is wasted by inefficiencies, scrapped, or even worse, fail in the field.
Many popular industry tests are based on ASTM or other international standards to ensure consistent product evaluations between laboratories. Internally, control charts are commonly used to monitor lab quality and validate results. Even with this standardization, common tests such as the Free‑Falling Dart Method (ASTM D1709) are subject to variability, which can result in incorrect assessment of a product’s performance.
Dart Head Composition
ASTM Standard D1709 (v. 16ae1) precisely defines setup and execution for the test. However, it does not address materials of construction for the dart head. This ambiguity can influence impact results in an unpredictable manner that differs from film to film – an issue currently under review by ASTM.
Until this issue is addressed by ASTM, converters should review externally-generated data for resin or finished film with the understanding that a direct comparison to their own values might not be consistent. If a direct comparison is required, internal benchmarking, where all data is generated under the same conditions, is a valuable option to consider.

Dart Head Condition and Surface Contamination
The physical condition of a dart head will also influence test results. As a dart head is subjected to multiple drops, its surface becomes rougher and less effective at penetrating films. This results in artificially high-dart impact values compared to a new dart head. Dart heads should be inspected and replaced regularly before they show excessive wear to reduce inaccurate measurements. The ideal frequency for dart head changeovers will be dependent on the dart head material and the number of tests that are conducted.
Conversely, impact values can be artificially low if a dart head surface is contaminated with some source of lubrication. NOVA Chemicals has observed contamination from a number of different sources ranging from operators wearing hand cream to buildup of slip from heavily formulated films. Operators should wear gloves and perform regular maintenance on their test equipment to mitigate these variables.

Room for Improvement
Consumers have high expectations for the performance, cost and sustainability of the retail trash bags they use every day. Low cost and sustainability, which is desirable for both consumers and converters, can be achieved by down-gauging films – but is difficult to balance with good physical properties. Gauge consistency is the key to achieving the performance requirement without tradeoffs. In addition, collaboration with material and equipment suppliers can further improve film manufacturing processes, quality and testing to ensure the highest quality trash bags.
NOVA Chemicals
www.novachem.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







